



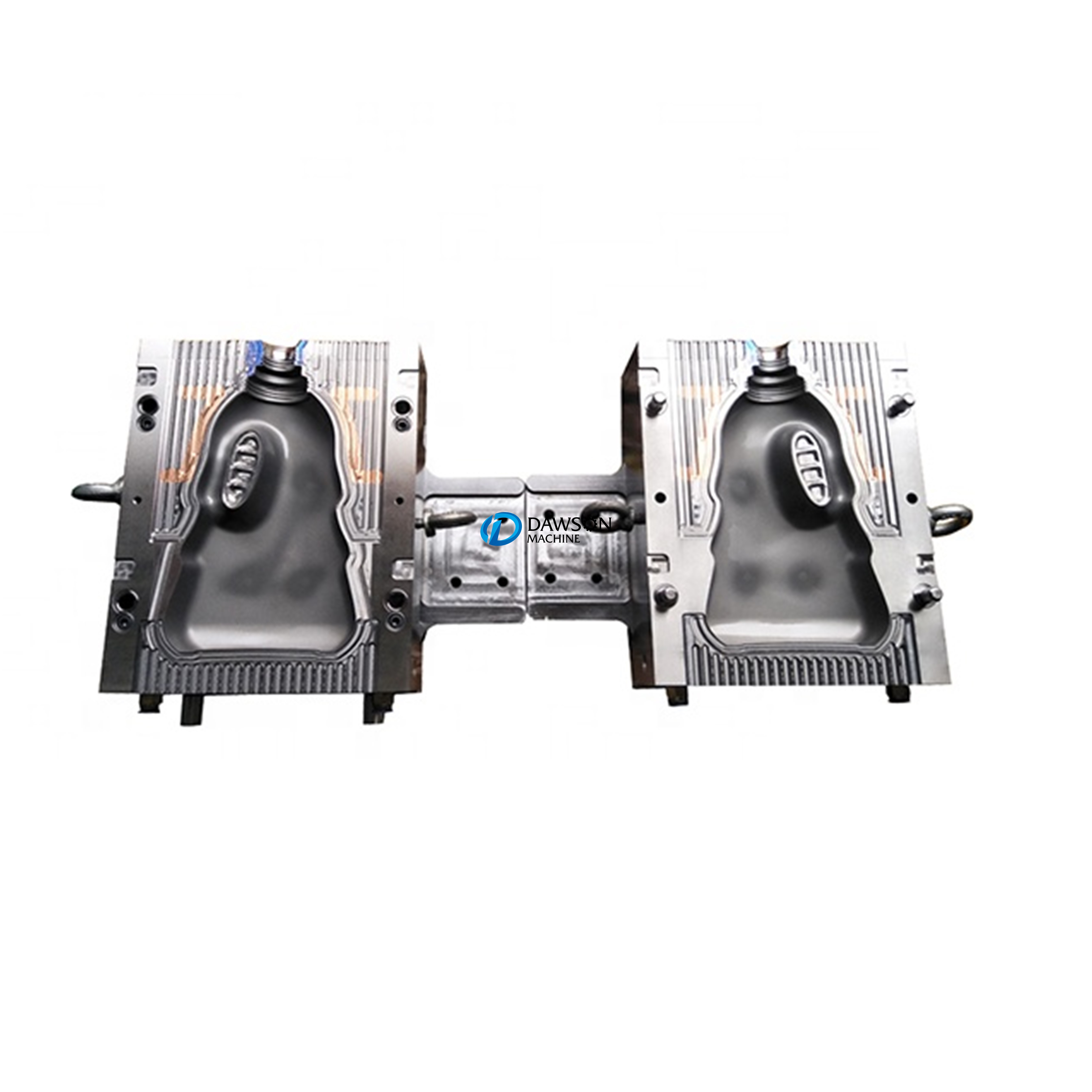
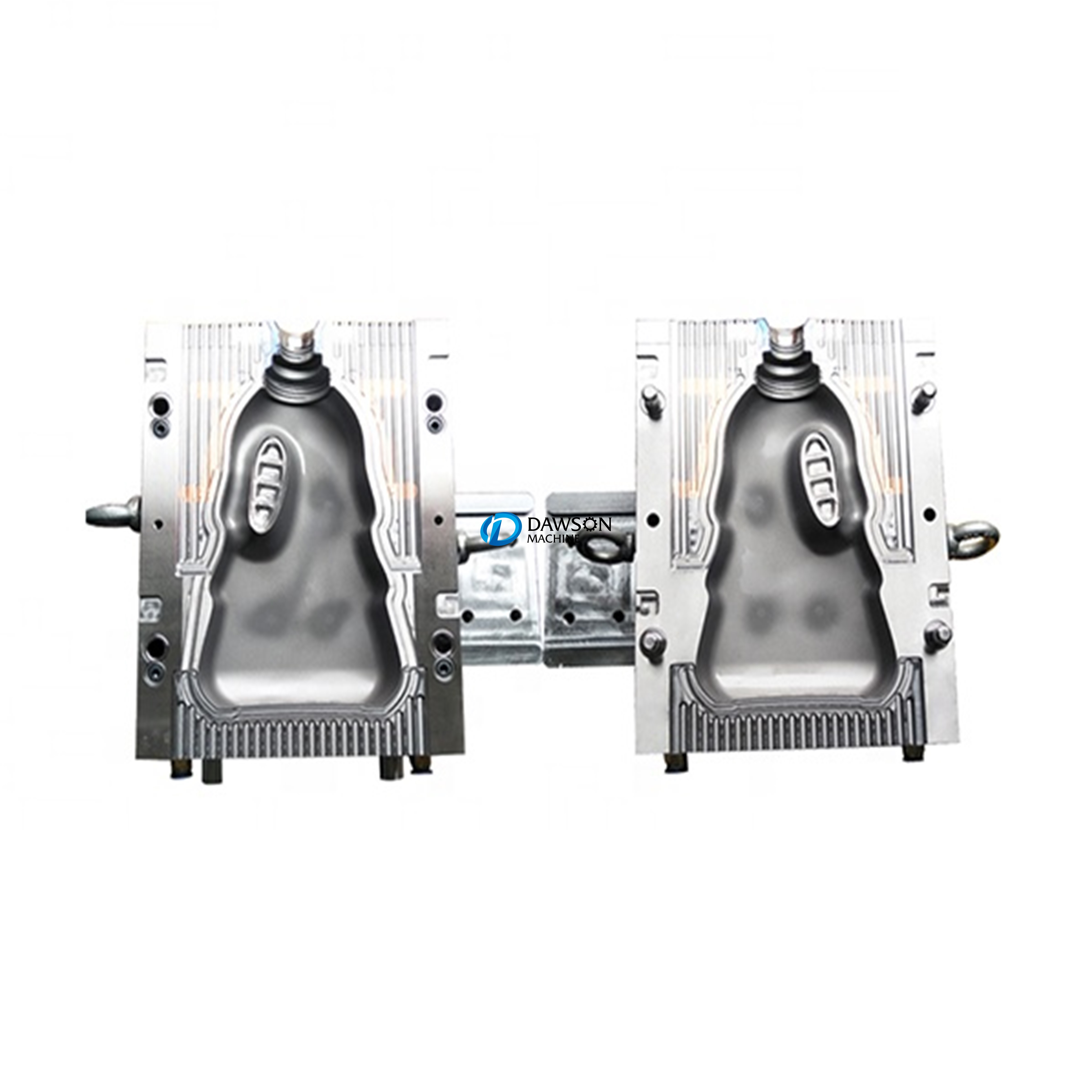
Şişirme kalıplarının ve ana aksesuarların tasarım noktaları
Kalıp genellikle sadece zımbasız bir boşluk parçasına sahiptir.Genel olarak, kalıbın yüzeyinin sertleştirilmesine gerek yoktur.Boşluğun şişirme basıncı, enjeksiyon kalıplamadan çok daha düşüktür, genellikle 0.2 ~ 1.0MPG'dir ve maliyet daha düşüktür.
1. Kalıp malzemesi
Genellikle alüminyum alaşımından yapılır ve PVC ve POM gibi aşındırıcı bileşikler için berilyum bakır veya bakır bazlı alaşımlar da kullanılır;ABS, PC, POM, PS, PMMA vb. gibi şişirme kalıplı mühendislik plastikleri gibi yüksek ömür gereksinimleri olan kalıplar için kalıp yapmak için paslanmaz çelik kullanılması gerekir.
2. Kalıp tasarımının kilit noktaları
1) Ayırma yüzeyi Genellikle, oval şekilli ürünler gibi, ayırma yüzeyi uzun eksende ve mesafe şekilli ürünler merkez çizgisinden geçtiği gibi, şişirme oranını azaltmak için simetri düzlemine yerleştirilmelidir.
2) Boşluk yüzeyi
PE malzemesi biraz pürüzlü olmalı ve kum yüzeyi egzoz için elverişlidir;diğer plastikler (örneğin: ABS, PS, POM, PMMA, NYLON, vb.) şişirme ile kalıp boşluğu genellikle kumlanamaz ve kalıp boşluğunda kullanılabilir.Ayırma yüzeyinde bir egzoz oluğu açın veya boşlukta bir egzoz deliği açın.Genel olarak, boşluktaki havalandırma deliği φ0,1~φ0,3 çapa ve 0,5~1,5 mm uzunluğa sahiptir.
3) Boşluk boyutu
Boşluk boyutunun tasarımı, plastiğin büzülme oranını dikkate almalıdır.Ayrıntılar için lütfen genel plastiklerin büzülme oranına bakın.Görüntülemek için mavi linke tıklayabilirsiniz: →Genel Plastik Malzemelerin Büzülme Oranları Özeti
4) Kesici kenarın ve kuyruk oluğunun kesilmesi
Genel olarak, üfleme ile kalıplanmış mühendislik plastikleri ve daha sert plastikler için kesici kenar, berilyum bakır, paslanmaz çelik vb. gibi iyi aşınma direncine sahip malzemelerden yapılmalıdır;LDPE ve EVA gibi yumuşak plastik ürünler için genellikle Alüminyum alaşımı iyidir;
Kesme kenarı makul bir boyut seçmelidir.Çok küçükse, eklemin gücünü azaltacaktır.Çok büyükse kesemez ve ayırma yüzeyindeki çeneler büyük olur.Kesici kenarın altında bir kuyruk oluğu açılır ve kuyruk oluğu bir kıskaç olarak tasarlanmıştır.Açı, kesme sırasında derzin içine az miktarda eriyik sıkıştırılabilir, böylece bağlantının mukavemeti iyileştirilir.
5) Enjeksiyon üfleme kalıbı
Tasarım, ekstrüzyon üflemeli kalıplamadan farklıdır.Ana fark, enjeksiyon üfleme kalıbının bir kesici kenara ve bir artık oluğuna ihtiyaç duymamasıdır.Enjeksiyonla şişirilmiş parçanın parison tasarımı, doğrudan bitmiş ürünün kalitesi ile ilgili olan çok önemlidir.
DAWSON MAKİNE & KALIP GRUBU
***EKTRÜZYON ŞİŞİRME MAKİNA UZMANI***
Müşterilerimiz dünyanın her yerinde.
Vietnam, Avustralya, Endonezya, Malezya, Tayland, Sri Lanka, Kazakistan, Rusya, BAE, Suudi Arabistan, Malta, Romanya, İtalya, Hindistan, Suriye, Etiyopya, Mısır, Sudan, Tunus, Cezayir, Kenya, Nijerya, Güney Afrika, Zimbabve , Meksika, Guatemala, Ekvador, Kolombiya, Venezuela, Peru....
Şişirme Makinesi Kalıbı / Enjeksiyon Makinesi Kalıbı
| Otomatik yanıp sönme | √ |
| Otomatik yanıp sönme olmadan |
![]()


































